1. Forstå bøyeprosessen: enkle fakta

Bend Allowance = Vinkel * (T/ 180)*(Radius + K-faktor *Thickness) Bend Compensation = Bend Allowance-(2 * Sett tilbake)
Innvendig rygg = brun (vinkel / 2) *Radius Utvendig rygg = brun (vinkel / 2)*(Radius + tykkelse)

1) Radiusen oppnådd på en bøyd del påvirker lengden som vi må kutte den delen til (før bøying).
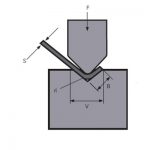
2) Radiusen som oppnås ved bøying avhenger 99 % av V-åpningen vi velger å jobbe med.
Før vi designer delen og sikkert før vi begynner å kutte emnene, MÅ vi vite NØYAKTIG hvilken V-åpning vi skal bruke for å bøye delen på kantpressen.

2. Hvordan radius påvirker emner
en større radius vil "skyve" bena på vår del mot utsiden, og gi inntrykk av at emnet ble kuttet "for lenge".
en mindre radius vil kreve et emne som må kuttes "litt lenger" enn om radiusen var større.

3. Bøyegodtgjørelse

De utfoldede emnene i figuren ovenfor vil bli beregnet som følger:
B = 150 + 100 + 60 + BA1 + BA2
Slik beregner du BA1 og BA2:
Beregning av bøyegodtgjørelse
Den delen vi må redusere fra begge bena når de overlapper ved å bli flat, er det vi vanligvis kjenner som "bøyegodtgjørelse" (eller BA i ligningen).

Formel for bøyegodtgjørelse
BA formel for bøyninger opp til 90°

BA formel for bøyninger fra 91° til 165°

iR= Intern radius
S = tykkelse
Β = vinkel
Π = 3,14159265….
K = K-faktor
K faktor
Ved bøying på en kantpress komprimeres den indre delen av metallplaten mens den ytre delen er forlenget.
Dette betyr at det er en del av arket hvor fibrene verken er komprimert eller forlenget. Vi kaller denne delen den "nøytrale aksen."

Avstanden fra innsiden av svingen til nøytralaksen er det vi kaller K-faktor.
Denne verdien kommer med materialet vi kjøper, og den kan ikke endres.
Denne verdien er uttrykt i brøker. Jo mindre K-faktoren er, desto nærmere vil den nøytrale aksen være den indre radiusen til arket.

K-faktor = finjustering
K-faktoren påvirker vårt utfoldede emne. Ikke så mye som radiusen til delen, men vi kan tenke på det som en finjusteringsberegning for blanks.
jo mindre K-faktoren er, jo mer materiale utvides og derfor "skyves ut"... som betyr at beinet vårt blir "større".
Estimerer K-faktor
Mesteparten av tiden kan vi estimere og justere K-faktoren når vi finjusterer våre blanke beregninger.
alt vi trenger å gjøre er noen tester (på den valgte V-åpningen) og måle radiusen til delen.
I tilfelle du trenger å bestemme en mer nøyaktig K-faktor, nedenfor er beregningen for å bestemme den nøyaktige K-faktoren for bøyen din.

K-faktor: en formel

Løser eksempelet:
B = 150 + 100 + 60 +BA1 + BA2
K-faktor estimering
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Begge bøyningene er 90° eller mindre:

som betyr:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
derfor:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296,8 mm
Relaterte produkter
 Hva er kantpresser laget av? Hva er kantpresseverktøy?
Hva er kantpresser laget av? Hva er kantpresseverktøy?- Hva er kantpresskroning
- Hvordan velge tonnasje av hydraulisk kantpressemaskin
- Kantonmessen
- WILA effektiv løsning for bøying av medium og tykke plater
- Hvordan velge den egnede formen til kantpressebøyemaskinen
- Konvensjonell bøyesekvens og daglig bruksspesifikasjon for bøyemaskinform
- Hvorfor legge til et kompensasjonssystem til en kantpressebøyemaskin
- Bruk ferdighetene til CNC-bøyemaskin
- Beregning av bøyekraften under fri bøying av platebøyemaskin